 Q235B直缝钢管Q235B直缝钢管也叫焊管,是Q235B钢板所卷的直缝焊管。Q235B直缝钢管是...
Q235B直缝钢管Q235B直缝钢管也叫焊管,是Q235B钢板所卷的直缝焊管。Q235B直缝钢管是... L415直缝埋弧焊钢管L415直缝埋弧焊钢管材质:采用Q19、Q21、Q345B Q345R L245R钢制造,也可采...
L415直缝埋弧焊钢管L415直缝埋弧焊钢管材质:采用Q19、Q21、Q345B Q345R L245R钢制造,也可采...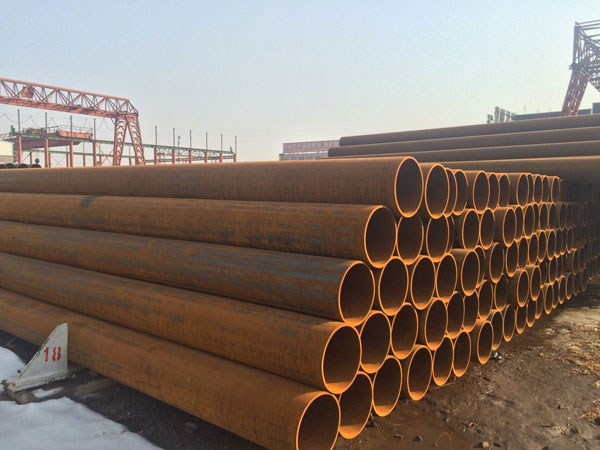 直缝钢管直缝钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电...
直缝钢管直缝钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电... L245管线钢管L245管线钢管主要用于石油、气工业中的气、水、油输送。...
L245管线钢管L245管线钢管主要用于石油、气工业中的气、水、油输送。...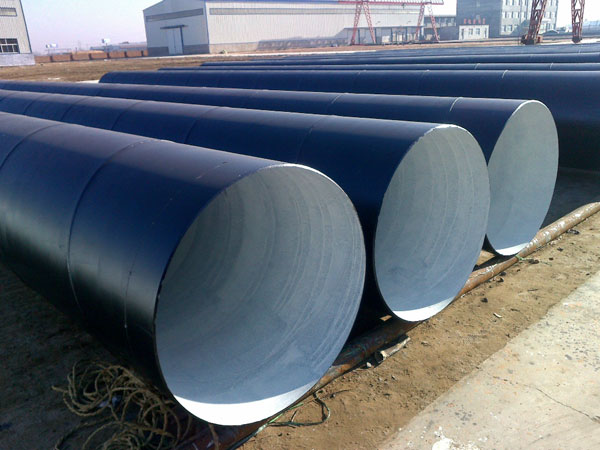 环氧煤沥青防腐螺旋钢管环氧煤沥青螺旋钢管具有优异的耐化学介质腐蚀性和良好的物理机械...
环氧煤沥青防腐螺旋钢管环氧煤沥青螺旋钢管具有优异的耐化学介质腐蚀性和良好的物理机械...1.板探:对生产大口径直缝埋弧焊钢管的钢板,先进行全板超声波检查,无伤无损则进入下一道生产工序;
2.铣边:通过铣床对钢板的两个边缘进行双面铣削,达到所需要的钢板宽度、钢板边缘平行度和坡口形状;
3.预弯边:使用预弯机将钢板的边缘弯曲,得到需要的钢板弧度;
4.成型:将预弯曲钢板的前半部分经过多次冲压,在JCO成型机上压成“J”形。然后,将钢板的另一半也弯曲并压制成“C”形,形成开口的“O”形;
5. 预焊:将成型的直缝焊钢管合缝通过气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵向多丝埋弧焊在直缝钢管内侧进行焊接;
7. 外焊:采用纵向多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8. 超声波检验:对直缝焊钢管内外焊缝及焊缝两侧母材进行检查;
9. X射线检查:对内外焊缝进行X射线工业电视检查,采用图像处理系统以保证探伤的灵敏度;
10. 扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;